Steam hoses and steam fittings




Steam hoses – general information
Although the age of steam passed many years ago with steamships and steam locomotives, steam is still one of the most important media in the industry and power generation. It is used for generating electrical energy in power plants, for heating (power steam – district heating, heating of industrial equipment e.g. wood drying, vulcanization of rubber products), as a heat carrier in industrial processes (process steam – dyeing fabrics, in laundries, moulding of plastic products), for food processing in the food industry (clean steam), for sterilization, for air humidification in cleanrooms, for cleaning industrial equipment and machinery in various industries.
In steam systems, steam flows through rigid piping – steam lines. When flexible connections are required, flexible steam hoses are used.
Use the following hoses to transfer steam:
- special rubber steam hoses
- steel hoses
- PTFE hoses
Steel and PTFE hoses are primarily used in devices and machines where both ends of a flexible hose assembly are mounted in the machine (predictable motion of the hose assembly enforced by the running machine). Rubber steam hoses are usually used as longer multi-metre hose assemblies for manual handling. This is due to the higher resistance of rubber hoses to external operating conditions and cost efficiency (expensive, special fittings for rubber steam hoses, cheaper rubber hose; expensive steel or PTFE hose, cheaper fittings for these hoses).
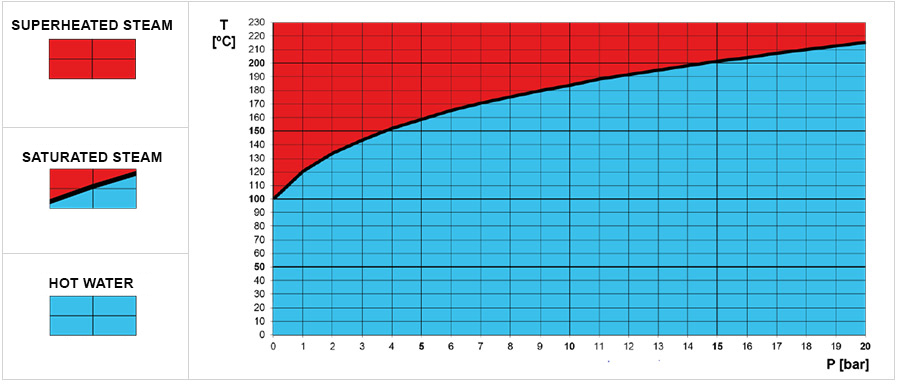
Parameters of saturated steam
Rubber steam hoses are designed to conduct saturated steam, for which temperature and pressure are closely related. Saturated steam can be entirely gaseous (dry saturated steam) or contain water droplets (wet saturated steam). To maintain the service life of rubber steam hoses, it is essential that the operating conditions (pressure and temperature) correspond to the parameters of saturated steam.
Materials and construction of rubber steam hoses
Due to temperature resistance, the basic material of the inner layer of rubber steam hoses is EPDM rubber or butyl rubber (IIR). SBR/EPDM compounds or NBR rubber are used for low pressure steam hoses (up to a few bar) or hoses intended for short-term use with low pressure steam. The hoses are reinforced with soft cord or textile braid (low pressure steam up to about 6 bar) or steel wire reinforcement (hoses for high pressure steam up to 18 bar). The steel wires should be brass-plated for corrosion resistance. The outer layer is made of EPDM rubber as standard, or – to obtain resistance to external environment, e.g. oil, fat – of NBR, CR rubber or suitable compounds. The outer layer should be pinpricked to avoid cover blisters.
Standards for rubber steam hoses
The basic technical standard for rubber steam hoses is EN ISO 6134. The standard divides hoses into:
- Type 1: low pressure (maximum working pressure 6 bar, working temperature +164ºC)
- Type 2: high pressure (maximum working pressure 18 bar, working temperature +210ºC)
- Each type is divided into two classes:
- Class A: non-oil-resistant outer layer;´
- Class B: oil resistant outer layer
- and in two versions of electrical properties:
- electrically continuous (with copper wire), marked “M”;
- electrically conductive (conductive rubber), marked “Ω”.
The standard specifies a number of requirements for hoses and complete hose assemblies, including: inner and outer diameter, construction, materials, steam resistance, marking, testing, etc. The low pressure hoses have textile reinforcement, high pressure hoses have steel wire reinforcement. The outer layer is pinpricked. The safety factor for steam hoses is 10 (i.e., for a maximum working pressure of 18 bar, burst pressure is a minimum of 180 bar, test pressure is 90 bar). Generally, many types of steam hoses offered on the market or already in use, only partially comply with EN ISO 6134 standard. Using them correctly is safe and usually economically justified – they are cheaper. However, using more expensive hoses that fully comply with EN ISO 6134 standard increases the operational safety, trouble-free performance, and service life of the steam flexible hose assemblies.
Destructive effect of steam on a rubber hose
Popcorning and separation of the inner layer – condensate penetration
The effect known as popcorning occurs when condensate (water) penetrates through the inner wall of the hose. This effect is typical for operation at a low temperature with a high proportion of condensate fraction in steam (wet steam) or when the steam cools down and the hose is not drained. Basically, the occurrence of the popcorning effect is mainly determined by how the hose is used. The steam must be drained from the hose after use to avoid the accumulation of condensate. The condensate penetrates the elastomeric material, filling its micropores. When the steam flows again, the condensate trapped in the pores is heated and changes into steam. The conversion into steam causes rapid expansion (many times more steam is produced from one volume of condensate), and an “explosive” ejection of the condensate from the material, tearing the inner layer and causing damage that looks similar to the surface of popcorn or cauliflower. A similar mechanism occurs in the case of separation (delamination) of the inner layer, which can eventually result in the blockage of the flow through the hose.
Cool steam condensate should never be left in the rubber hose, it should be drained after use (“DRAIN AFTER USE” – a recommendation often given by steam hose manufacturers).
Corrosion of steel reinforcement – condensate and gases penetration
Corrosion of steel wire reinforcement can be caused by the exposure of the braid through cracks in the outer layer and by the penetration of condensate through the micropores of the inner layer. In addition, the gases from air dissolved in the water (oxygen and carbon dioxide), present in the steam, also enter the hose material and are strong corrosive agents and corrosion can progress very quickly at high temperatures. Therefore, the reinforcement wires should be protected by, for example, brass coating. Moreover, proper chemical treatment of boiler water from which the steam is generated and its deaeration (removal of air) are very important.
Thermoplastic effect – hot water vs. saturated steam
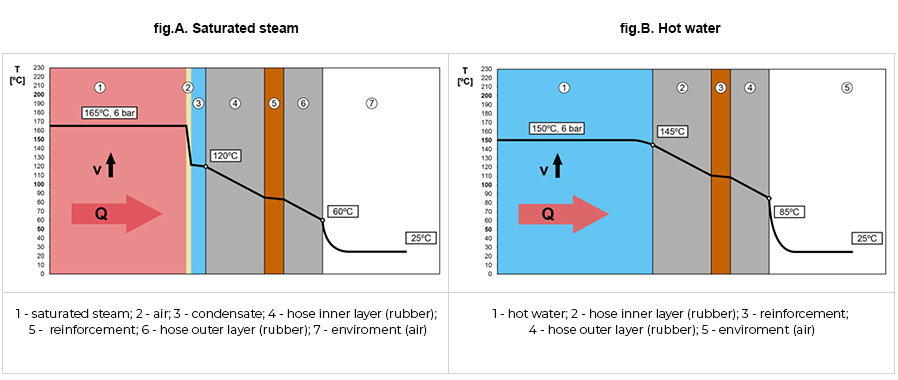
Thermoplastic effect is the plasticization and loss of mechanical properties of the hose wall material due to the warming caused by the flow of heat from steam or hot water into the hose wall. Rubber steam hoses are designed to handle saturated steam. Saturated steam is a specific medium in which both gas (steam) and liquid (condensate) can coexist at the same temperature and pressure. When saturated steam flows through a hose or pipe, it gives up its heat to the cooler inner surface of the hose wall and condenses as droplets or a thin layer of condensate that separates the hot steam from the hose wall. In addition, air is usually dissolved in the water used to generate steam, and during heating, this air is released and forms a very thin layer between the steam and the condensate. These two layers (air and condensate), with low thermal conductivity, insulate the hot steam from the inner surface of the rubber hose wall (fig. A).
In the case of hot water, these insulating layers are absent. Therefore, the temperature of the rubber on the inner surface of the hose wall and throughout the cross-section of the wall and on the outer surface of the hose, can be much higher, even when the hose is operating with hot water at a lower temperature than for saturated steam (fig. B). The result is a large decrease in the pressure resistance of the hose, as well as rapid, significant, and permanent deformation of the rubber under the clamps of the hose fittings.
Rubber hoses for steam can be used for hot water with a maximum temperature of about 90 ÷ 100ºC, unless otherwise stated by the manufacturer.
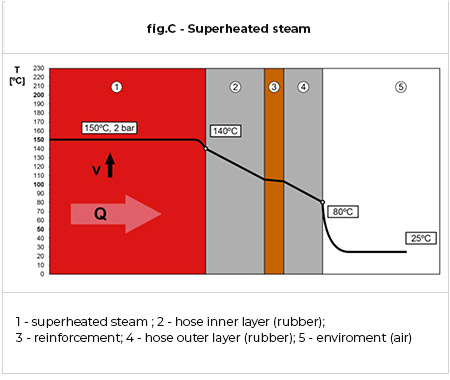
Overheating, oxidation and cracking of the inner layer – dry steam, superheated steam
rubber steam hose
Oxidation is ageing of hose material caused by oxygen in steam. This process is a very rapid at high temperatures, causing the rubber of the inner layer to harden and crack. It is evident under dry steam and superheated steam conditions, as there is no thin layer of liquid condensate directly on the hose wall lowering its temperature (fig. C), thus the rubber of the inner layer is exposed directly to dry, gaseous, hot steam, which makes it cook, harden, and crack. Some types of hose are approved for temporary use under superheated steam conditions (up to 18 bar, up to 232ºC), but longer use under these conditions will drastically shorten the life of the hose. Superheated steam or dry steam destroy the hose quickly, even at temperatures below the maximum working temperature of the hose.
That is why::
Do not use standard saturated steam rubber hoses for superheated steam or dry steam. This may be permitted only temporarily, if hose specification allows for this option.
Avoid spontaneous conversion from saturated steam to superheated steam in the system through a sudden change, e.g. increasing cross-section (diameter) of the system or opening a valve, which result in a pressure drop.
Metal hoses or PTFE hoses can be used for superheated steam – within their performance parameters.